Efficient and rugged pumps for dewatering
Dewatering
Mine operators manage the water where it is known to exist and quickly alleviate the problems associated with it when it rises unexpectedly. Mine dewatering pumps generally pump water horizontally-from a smaller sump to a larger sump-or vertically from the bottom of the pit up to the elevation of the mine, and then horizontally to a discharge point. Sundyne manufactures centrifugal pumps for mine and mineral processing operators including multi-stage horizontal, single stage vertical and horizontal and vertical sump pumps that are reliable, tough and efficient for dewatering.

ANSIMAG Sealless Magnetic Drive Plastic Lined Pumps
ANSIMAG sealless magnetic drive ETFE lined pumps are specifically designed for plant managers and process engineers who demand reliable and safe pumps for chemical processing and downstream refining applications.
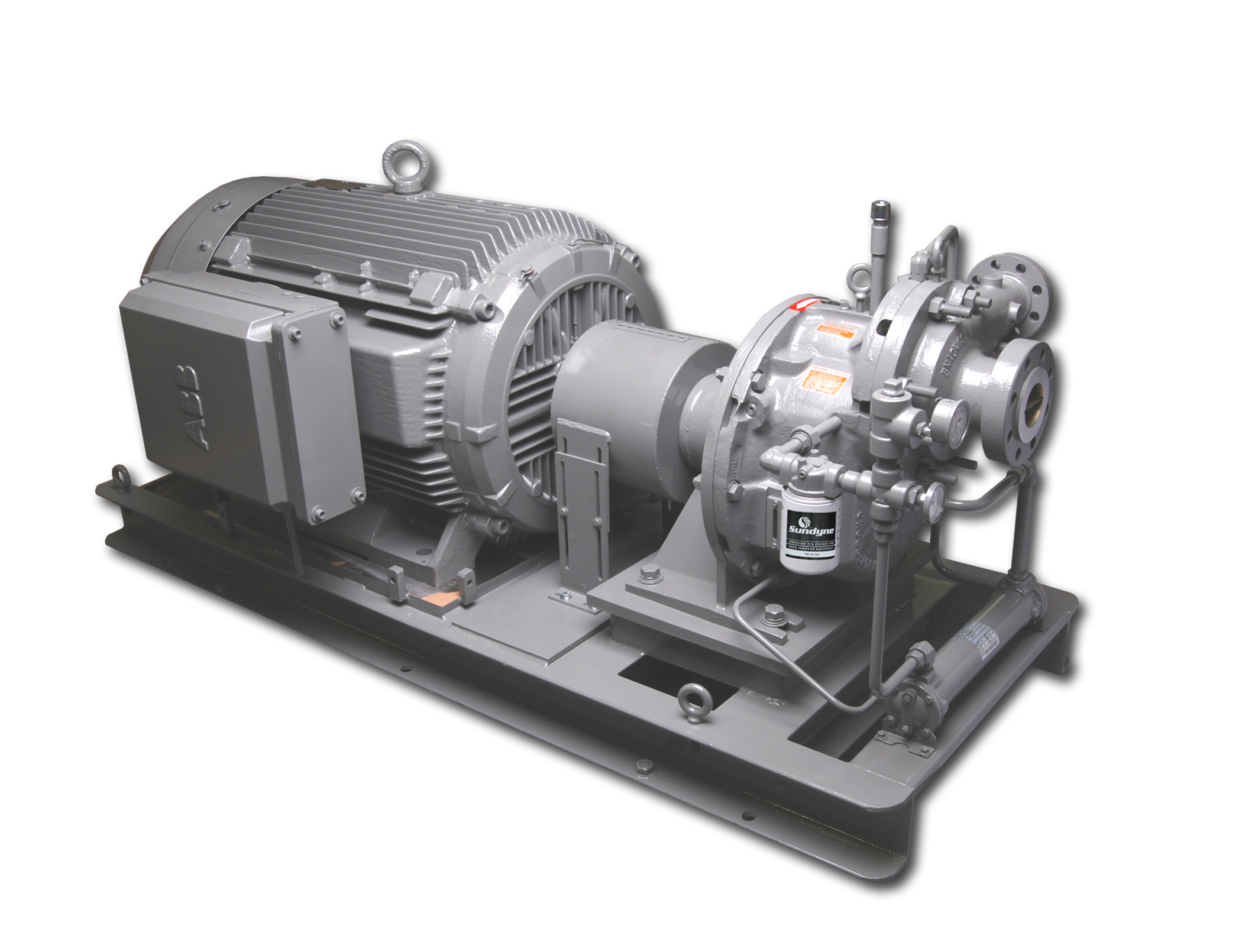
Sunflo Industrial Grade Pumps
Designed for high pressure water delivery including dust suppression for the mining industry. Single-stage Sunflo pumps leverage the engineering knowledge and legacy of the Sundyne heavy duty API integrally geared pumps to create industrial grade pumps that save energy and water through efficient high-pressure pumps
Marelli Standard Process Pumps
Highly reliable with a long life, Marelli multi-stage pumps are capable of reaching massive flow rates and pressures. They are ruggedly designed to run continuously for years with rugged rotor designs and low vibration balanced rotor designs. They are efficiently designed to save energy and meet exacting API 610 and ISO 13709 standard requirements for overhung, between-bearings and vertically-suspended centrifugal pumps.


