
Industry Leading Technology
Sundyne is one of the few companies that design & manufacture both Pumps and Compressors. Through organic & inorganic growth, Sundyne has assembled industry-leading brands that provide customers with a wide range of fluid and gas handling services and solutions. Brands like Ansimag, HMD Kontro and Marelli have broadened the original Sundyne portfolio for a wider range of markets. Sundyne equipment can be built to most standards, including ANSI, ISO and API, and the line of Sunflo products offers non-standard solutions for a range of general industrial applications.
________________________________________________________

Brands
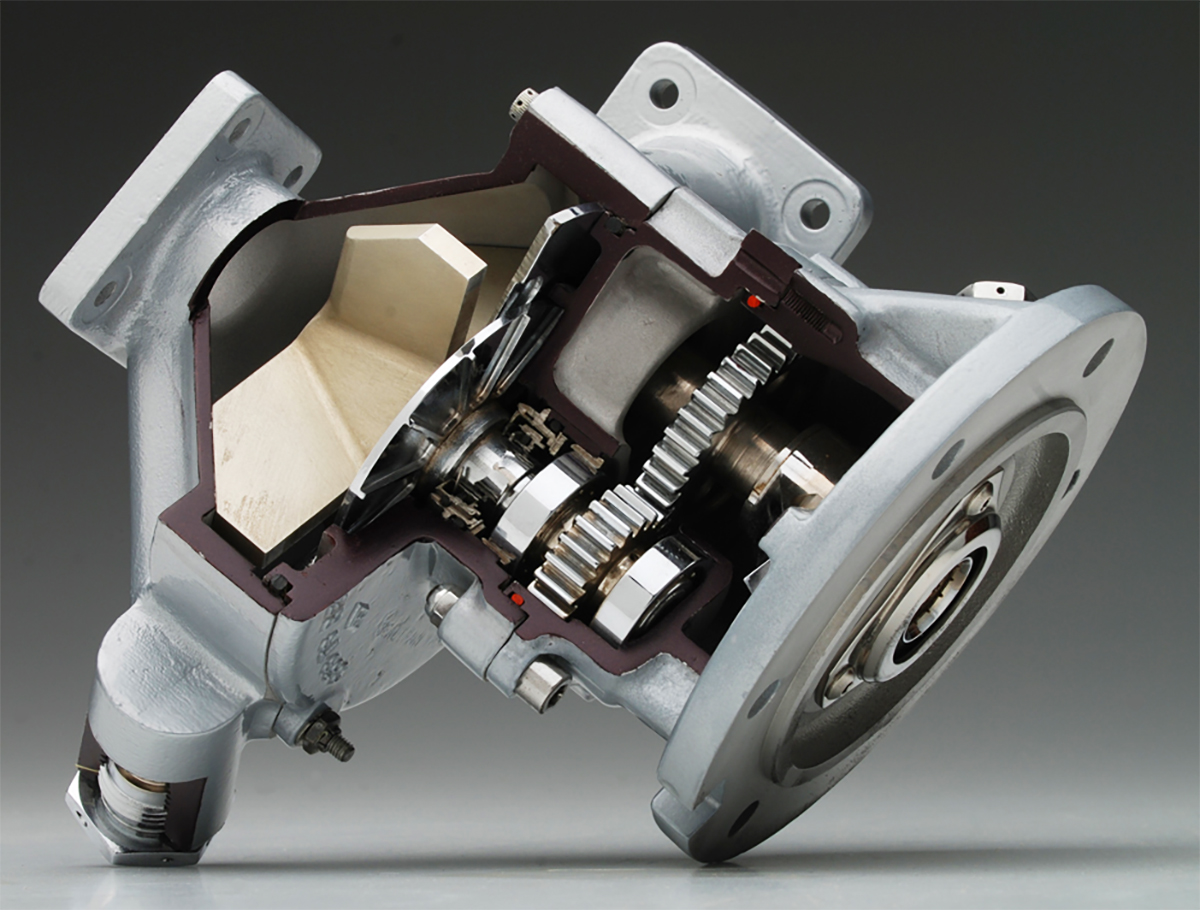
Sundyne sets the standard for centrifugal integrally geared pumps & compressors, sealless magnetic drive pumps, and industrial grade pumps . Over the years, Sundyne has also acquired some of the industry’s leading brands. This combination has expanded the Sundyne product line, offering a wide range of fluid handling services and solutions.
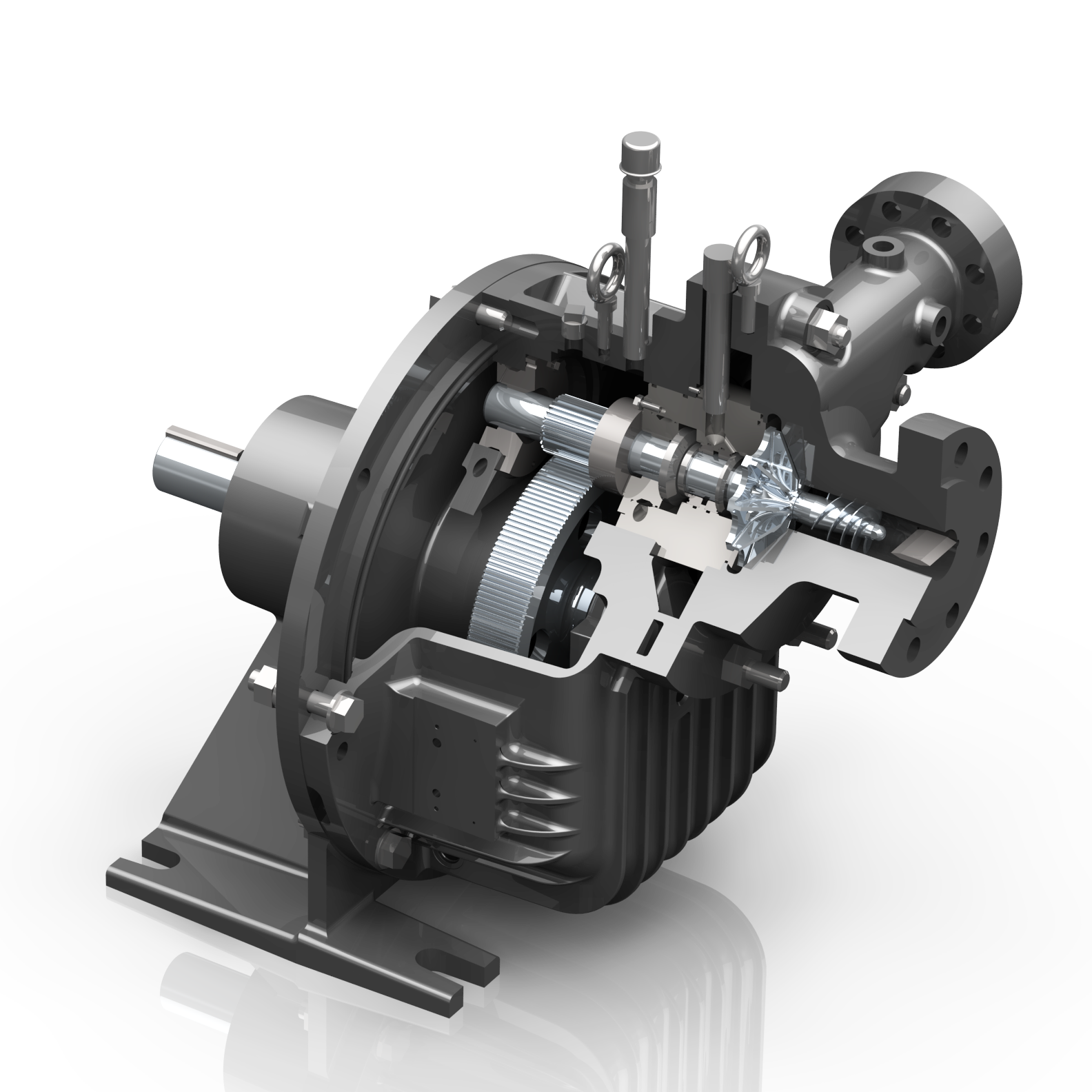
Standard Product Lines
Sundyne pumps and compressors can be built to a range of industry standards, including ASME/ANSI, API and ISO. Sunflo pumps are industrial grade, integrally geared centrifugal pumps for a range of general industrial applications.
Engineered Products
Sundyne in-house hydraulic specialists engineer custom-made pump solutions for any application. At Sundyne, employees solve some of the world’s toughest pumping and compression challenges.
________________________________________________________
A long legacy of high-quality engineering
Back in 1957 – the Sundstrand Corporation aerospace division developed a sophisticated compact high pressure water injection pump for the Boeing 707. Sundstrand engineers recognized the opportunity for this new technology in other markets and designed heavy-duty integrally geared pumps and compressors for uses outside of the aerospace industry.
________________________________________________________




The History of Sundyne
While the Sundyne brand traces its roots back to 1957 and the aerospace industry, the story actually begins in 1905. The Rockford Milling Machine Company became the Sundstrand Machine Tool Company in 1926, producing oil burner pumps, hydraulic pumps, motors and valves. By the 1940’s, the company developed a new variable displacement hydraulic transmission for use in aviation applications – signaling the start of Sundstrand’s rise to prominence as a manufacturer of components for commercial and military aircraft engines.
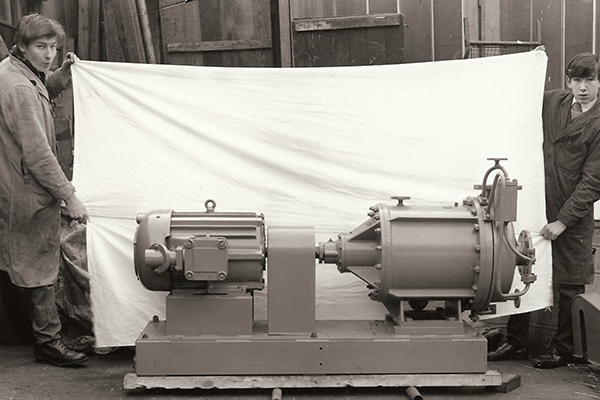
When Sundstrand Denver was established in 1955, it became a strategic suppler of constant speed drives to the defense industry. During the 1960s, the company expanded its business to commercial markets. Earlier work on naval contracts revealed innovative research for the design of a lightweight and superior efficient pump that was used during World War II. The pump design solved a critical issue that plagued early jet engines. This research led to the first water injection pump for commercial jet aircraft, opening new doors for Sundstrand, as the technology was sold to Boeing for use in the 707.
By 1963 the hydraulic performance of the aircraft water injection pump began to make inroads with applications related to the oil & gas industry. A new inline-mounted pump design led to the development of Sundstrand’s first high-speed centrifugal pump, which was sold to Shell Chemical in Houston. By 1965, compressor designs were introduced, which utilized the high-speed gearboxes developed for pumps, but with different impeller configurations suitable for gases. Union Carbide became the first customer to purchase the high-speed process gas compressors, signaling the creation of another new market for Sundstrand.
This success prompted further growth. On January 1, 1970 Sundstrand Fluid Handling began operating independently in Denver, CO. During its first year, the Flodyne pump was developed, becoming the predecessor to the Sunflo pump line, which is still sold today.
1970 also marked the opening of a Sundstrand Fluid Handling manufacturing plant in Dijon, France. Focused on manufacturing industrial pumps and compressors for the hydrocarbon and chemical processing industries, the Dijon facility signaled Sundstrand’s commitment to the European market. In 1977, continued growth of the company led to the opening of the Arvada, CO facility. During the late 70s, a goal of meeting increasingly-stringent environmental regulations led to a joint venture with Nikkiso to market canned motor pumps. This effort eventually led to the company’s commitment to further develop sealless pumping technologies.
In 1994, Sundstrand Fluid Handling expanded once again with the acquisition of HMD Sealless Ltd., pioneers of the sealless magnetic drive pump, and its master North American distributor, Kontro. In 1998, Sundstrand acquired ANSIMAG – a leading manufacturer of non-metallic sealless pumps, to further bolster the sealless portfolio. The following year, United Technologies acquired Sundstrand and merged it with the Hamilton Standard division – and Sundstrand Fluid Handling was rechristened as Sundyne Corporation. Years later, Sundyne acquired Marelli, greatly expanding the company’s offering of API-610 pumps.
In 2012 United Technologies sold Sundyne (and other brands in its Industrials Division) to BC Partners and The Carlyle Group. Under the newly created Accudyne brand, Sundyne focused on streamlining its product portfolio, refining processes and capturing new business. During this period, Sundyne produced a range of enhancements that improved the quality and reliability of its products. In January 2020, BC Partners and Carlyle Group sold Sundyne to Warburg Pincus, which is one of the ten largest private equity firms in the world, with a strong portfolio of companies in the energy and industrial markets. Warburg Pincus’ philosophy is to partner with its portfolio companies, to grow their businesses, and leverage its financial resources to build brands, accelerate growth and enhance opportunities.
Today, Sundyne is at the top of its game. The company’s heritage of innovation and integrity makes it a global leader in providing process industry solutions. The addition of Warburg Pincus brings renewed energy, enthusiasm, and resources that will help Sundyne enhance its product line, improve its customer service, and expand globally. Warburg Pincus’ and Sundyne’s interests align perfectly. As a result – for Sundyne’s employees, channel partners, suppliers and customers – the best is truly yet to come…



